表面处理
用稀释剂 646 或 C2-80 / 120 内弗拉斯彻底清洁和脱脂表面。表面处理后,零件上不得沾水、油污等污染物。准备操作和应用 MC2000 组合物之间的间隔不应超过 60 分钟。不要用未受保护的手接触零件的脱脂表面。
应用
MC2000 的成分为 1 ÷ 2 层
MC2000 的成分以 1 ÷ 2 层应用。固化组合物的推荐厚度为7至15微米。在室温下将前一层在空气中干燥后,再涂抹第二层,直到出现哑光(30-60 分钟)
使用前用干净的棒或搅拌器彻底搅拌 MC 2000 至少 10 分钟。在混合结束时,该组合物应该是均匀的黑色液体,而瓶底和瓶壁上不应有沉淀物。如有必要,可以用溶剂 646 或工业异丙醇稀释 MS 2000。
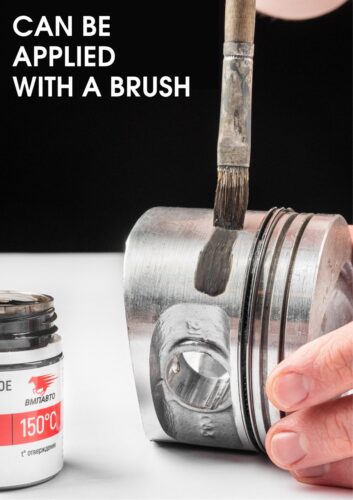
使用以下方法之一在室温下应用该组合物:喷涂、浸渍、模板或刷子 . 表面应尽可能均匀地涂敷。
养护
涂装部件在空气中干燥 60 分钟,然后在烘箱或烘箱中以每分钟(1-3)℃的速率加热至正(150±10)℃,然后在此温度下保持1.5-2小时。
在烘箱中冷却至70°C,然后在室温下的空气中进行。
质量监控
通过目视检查,涂层应为无光泽、纯色和黑色。不允许出现气泡、分层、外来夹杂物、陨石坑、光泽度、机械损伤。涂层的固化程度由漂洗试验控制,如下所示。使用蘸有溶剂 646 的棉签,用手轻轻擦拭同一热区域 10-15 次。满意的固化不会洗掉涂层,但棉签的颜色可能会变灰。
备注
涂层的耐久性取决于表面粗糙度,其最佳值为Rz = 1.6-3.2微米。建议进行初步喷砂和化学表面处理。
建议使用油漆和清漆的测厚仪控制固化涂层的厚度。如果涂层的厚度大于要求的厚度,可以通过与配合件研磨来微调规定的厚度。禁止研磨清洁。
最优选的是允许控制涂层厚度、最大附着力和耐磨性的喷涂应用。建议在批量生产中使用模板应用方法。





